

 20 marca 2026
20 marca 2026 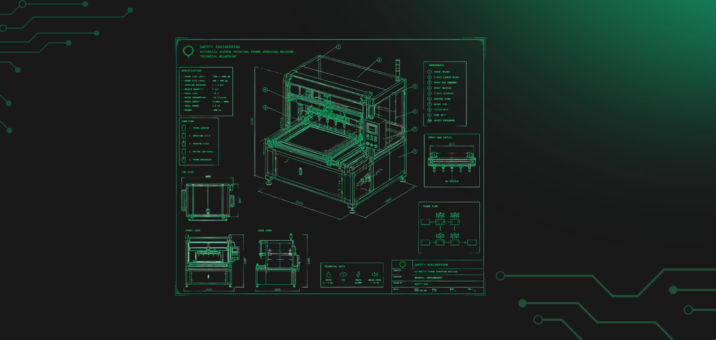
Precyzyjny sitodruk nie wybacza zmienności. Cienka ścieżka przewodząca, drobny raster, krawędź detalu – każdy z tych elementów wymaga, żeby warstwa emulsji była dokładnie taka sama za każdym razem. Nie „mniej więcej”. Dokładnie.
Tu zaczyna się problem, który większość drukarni rozwiązuje manualnie. I tu zaczyna się historia tego, dlaczego my poszliśmy inną drogą.
Ręczne powlekanie sit emulsją światłoczułą to proces, który zależy od operatora – jego doświadczenia, siły nacisku, prędkości prowadzenia rynienki, stanu skupienia danego dnia. W małej produkcji to wystarczy. W produkcji wymagającej powtarzalności parametrów przestaje. Szczególnie gdy mówimy o klawiaturach foliowych, precyzyjnych grafikach technicznych i podzespołach, w których odchylenie grubości powłoki mierzone jest w mikrometrach.
Manualne powlekanie – gdzie kończy się „wystarczająco dobrze”
Każde ręczne przejście rynienką po sicie jest inne. Inny nacisk, inna prędkość, inny kąt – każda ze zmiennych przekłada się na grubość warstwy emulsji. Efekt falowania, nierównomierne odkładanie farby, podmycia na krawędziach detalu to naturalne konsekwencje procesu, który opiera się na człowieku.
W przypadku prostych grafik i rzadszych siatek zmienność jest do zaakceptowania. Problem zaczyna się tam, gdzie wymagania rosną: drobne rastry, wąskie ścieżki, precyzyjne elementy interfejsów. W takich projektach każde odchylenie grubości powłoki widać w gotowym produkcie – jako utratę definicji krawędzi, niestabilny depozyt farby albo skróconą trwałość szablonu.
Operator z doświadczeniem potrafi ograniczyć te efekty. Nie potrafi ich wyeliminować, ale potrafi to zauważyć i od tego zaczął się ten projekt.
Rynek dał jedną odpowiedź: za duże, za drogie, nie na miarę
Rozwiązania komercyjne istniały. Automaty do powlekania sit to dojrzała kategoria urządzeń – z programowalnymi parametrami, kontrolą nacisku, systemami suszenia pośredniego. Problem nie leżał w dostępności technologii. Leżał w tym, że żadne z dostępnych urządzeń nie pasowało do naszych realiów.
Maszyny z górnej półki były przewymiarowane gabarytowo i kosztowo. Mniejsze modele nie spełniały wymagań technologicznych. Po zebraniu ofert i przeprowadzeniu analizy rynku obraz był jednoznaczny: producenci projektują urządzenia dla średnich i dużych zakładów, z przestrzenią i budżetem na infrastrukturę. Nie dla zakładu, w którym jedno z głównych ograniczeń projektowych to wymiary otworu okiennego.
To zdanie brzmi nieprawdopodobnie, ale jest prawdziwe i dobrze opisuje skalę wyzwania: urządzenie musiało zmieścić się w ograniczonej przestrzeni. Żadne dostępne rozwiązanie tego warunku nie spełniało.
Decyzja: budujemy sami
Konsultacje z działem OBR przyniosły odpowiedź, którą trudno uznać za oczywistą, ale która – po analizie – okazała się jedyną racjonalną: zaprojektujemy i zbudujemy urządzenie we własnym zakresie.
Proces przebiegał etapami. Najpierw koncepcja funkcjonalna, potem szczegółowa wycena komponentów i akceptacja budżetu. Następnie rysunki techniczne, konsultacje między działem mechanicznym i elektronicznym, iteracyjne poprawki konstrukcyjne. Dopiero po tym wszystkim miała miejsce budowa prototypu, testy i wdrożenie do produkcji.
Każdy etap był konieczny, żeby efekt końcowy był nie tylko działający, ale też trwały, intuicyjny i dopasowany do rzeczywistych warunków pracy operatora.
Mechanika, elektronika, sterowanie – wszystko wewnętrznie
Konstrukcja urządzenia opiera się na sztywnej ramie nośnej i prowadnicach liniowych zapewniających stabilny ruch w osi pionowej. Napęd sterowany silnikiem pozwala na regulację prędkości przejazdu rynienki, a to właśnie stała prędkość jest jednym z najważniejszych warunków powtarzalności powłoki.
Układ sterowania powstał w całości wewnętrznie. Panel operatorski umożliwia zapisanie parametrów dla różnych typów sit, a zabezpieczenia krańcowe eliminują ryzyko błędów wynikających z nieuwagi. Obsługa odbywa się z jednej strony urządzenia – co przy ograniczonej przestrzeni produkcyjnej nie jest detalem, lecz warunkiem użyteczności.
Efektem jest stały nacisk i kąt aplikacji rynienki, identyczna liczba warstw w każdym cyklu oraz stabilna grubość powłoki mierzona parametrem Rz, czyli średnią wysokością nierówności powierzchni wyrażoną w mikrometrach. Jest to miara jakości, która bezpośrednio przekłada się na wygląd gotowego wydruku.
Co zmieniło się w produkcji
Wdrożenie urządzenia przyniosło skutki, które najłatwiej opisać przez to, co przestało być problemem.
Zmienność grubości powłoki między sitami – zredukowana. Braki przy precyzyjnych detalach – ograniczone. Zużycie emulsji – lepiej kontrolowane, bo precyzyjne dozowanie eliminuje straty wynikające z nadmiarowego nakładania materiału. Zmęczenie operatora związane z powtarzalnym, fizycznym wysiłkiem – mniejsze.
Przy drobnych rastrach równomierna warstwa emulsji przekłada się na równomierne podsychanie i stabilne przenoszenie farby. Przy cienkich ścieżkach jednorodna powłoka ogranicza deformację elementu podczas druku. Przy każdym typie sita – powtarzalność, której nie da się osiągnąć ręcznie.
Qwerty OBR – inżynieria wewnętrzna jako przewaga
Ten projekt jest przykładem sposobu myślenia, który w Qwerty nie jest wyjątkiem. Gdy rynek nie oferuje rozwiązania dopasowanego do realnych warunków produkcji – trzeba samodzielnie wypracować odpowiedź.
Mechanika, elektronika i sterowanie zostały opracowane przez dział OBR w całości. Stworzył on urządzenia, które trafią na linię produkcyjną i działają. Szczególne uznanie należy się zespołowi, który połączył trzy dziedziny w jednym projekcie: od rysunku technicznego po autorski system sterowania, od ograniczenia wymiarowego po ergonomię codziennej obsługi.
Maszyna działa. Mieści się tam, gdzie miała się mieścić. Robi dokładnie to, do czego została zaprojektowana.
W Qwerty mierzymy jakość powłoki emulsji w mikrometrach, bo produkt końcowy, który trafia do rąk użytkownika, nie może być oparty na przybliżeniu. Każdy projekt zaczyna się od kawałka przezroczystej folii. Żeby skończyć dobrze, każdy etap po drodze musi być przewidywalny.
Półautomat do powlekania sit to dowód, że przewidywalność można zaprojektować. Nawet wtedy, gdy trzeba ją zbudować od zera.
