February 27 2026
February 27 2026 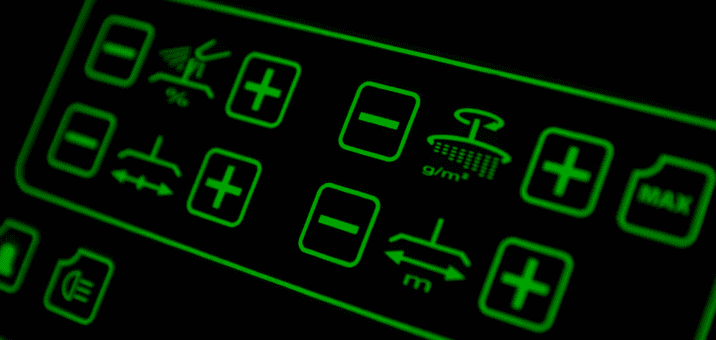
Choosing the right backlighting technology for industrial keyboards is a decision that directly affects work efficiency in harsh environments. In low-light conditions, changing weather, or during night shifts, clearly illuminated keys can determine the smoothness of production processes and the safety of operators.
From our experience in designing industrial interfaces, we know that there is no one-size-fits-all lighting solution. Each technology has its own strengths and limitations that must be considered when selecting the optimal solution for a specific application.
LGF (Light Guide Film) – precise light distribution
Light Guide Film technology is an advanced solution that uses specially designed light-guiding films. The light source, usually a set of LEDs, is placed at the edge of the film, and the light is distributed evenly across the entire surface thanks to microscopic structures embossed in the material.
The greatest advantage of LGF is the exceptionally uniform illumination of the entire keyboard surface. This eliminates the “hot spot” problem typical of traditional LED solutions, where individual diodes appear as brighter areas. This technology works perfectly in applications requiring precise readability of symbols – from control panels in laboratories to interfaces in the operator cabins of construction machinery.
An additional benefit is the low thickness of the entire lighting system. LGF allows for a compact keyboard design, which is important in applications with limited mounting space. Energy is used very efficiently – most of the light reaches the keyboard surface instead of being lost inside the housing.
LED technology – reliability and flexibility
Light-emitting diodes remain the most versatile lighting solution in industrial keyboards. Modern LEDs are characterized by exceptional durability – they can operate for over 50,000 hours without significant brightness degradation, which in practice means years of failure-free operation in industrial environments.
Configuration flexibility is another key advantage of LED technology. Individual LEDs can be controlled independently, enabling advanced signaling systems. Operators can receive feedback through changes in color or brightness of specific keys – red light can indicate an error, green can confirm correct operation.
In our laboratory, we test LEDs under extreme temperature and humidity conditions. High-quality LEDs maintain stable optical parameters at temperatures ranging from –40°C to +85°C, making them ideal for use in industrial freezers or hot production halls.
Optical fibers – immunity to interference
Optical fibers in industrial keyboards are a solution dedicated to environments with high levels of electromagnetic interference. Because light is transmitted physically through glass or plastic fibers, the lighting system is completely immune to EMI and ESD – problems common in metallurgical plants or welding operations.
A practical advantage is the ability to place the light source away from the keyboard. In applications exposed to aggressive chemicals or high temperatures, the sensitive control electronics can be safely located in a remote area, while only light reaches the keyboard via the fibers.
Optical fibers are also well suited for applications requiring safety certification. In explosive atmospheres (ATEX zones), the ability to completely separate electronics from the hazardous area is often the only way to meet safety certification requirements.
Electroluminescent (EL) panels – simplicity and efficiency
Electroluminescence is a technology based on phosphor material that emits light when alternating voltage is applied. An EL panel is a flat, flexible structure that can be shaped according to design needs and provides very uniform surface illumination.
The main advantage of EL panels is their exceptional simplicity of construction. No moving parts, a minimal number of components, and the ability to power them directly from the keyboard’s control circuits make EL systems highly reliable. In environments with high vibration or impacts, this feature is critical.
Electroluminescent panels are also characterized by very low power consumption. In battery-powered or rechargeable applications – such as mobile control panels or portable terminals – energy savings translate directly into longer operating time.
Selecting the right technology for specific applications
Choosing the optimal backlighting technology depends on the working environment and functional requirements. In our laboratory, we carry out detailed tests of each solution, taking into account operating conditions, reliability requirements, and energy constraints.
For applications requiring the highest visual quality and precise symbol readability, we recommend LGF technology. In environments with extreme conditions or high electromagnetic interference, optical fibers offer unmatched resistance. Systems requiring flexible signaling and feedback benefit most from LED technology, while EL panels work best in simple applications requiring maximum reliability.
Qwerty innovations in backlighting technology
At Qwerty, we combine different lighting technologies within a single keyboard, tailoring the solution to the individual needs of the customer. Thoughtful selection of the right backlighting technology significantly improves operator comfort and the reliability of the entire control system.
Specialized equipment in our laboratory, including printers from Mimaki and Roland with proprietary technical modifications, allows us to deliver projects beyond standard market capabilities. The use of optical bonding technology significantly improves the optical parameters of backlighting systems by eliminating air gaps between layers and increasing readability under varying lighting conditions. In addition, our EMI/ESD shielding systems ensure stable operation of lighting electronics even in environments with high levels of electromagnetic interference.